The inability to efficiently separate liquid/liquid emulsions can be a very costly problem in the oil, gas, and chemical industries. Liquid contamination can cause final products to be off-specification, rapid deactivation of downstream catalysts, corrosion of downstream storage facilities, and increased costs for wastewater treatment.
Separating liquid/liquid dispersions can be difficult depending on the physical properties of the two liquid phases. The specific gravity, viscosity, and interfacial tension (IFT) of the two liquid phases are important parameters in determining how easy two liquids can be separated. Conventional coalescers begin to lose efficiency when the IFT gets below 20 dyne/cm. In addition, efficient separation is a function of the compatibility of the liquids with the coalescer medium. A good coalescing medium is not necessarily compatible with the liquids and a compatible medium is not necessarily a good coalescing medium.
Pall’s PhaseSep® coalescer is available in several types of high efficiency coalescing medium which ensures that a Pall coalescer can be specified for virtually any liquid/liquid separation application in the oil, gas and chemical industries.
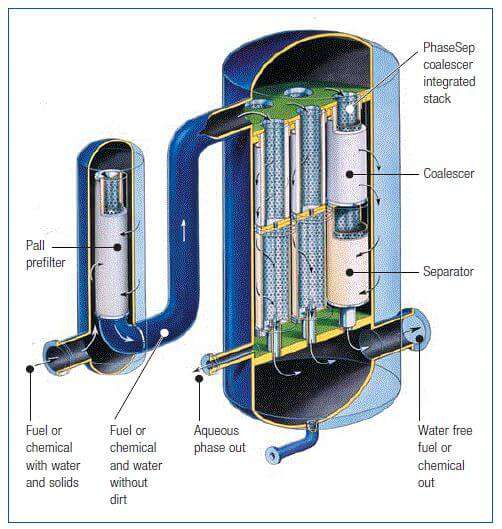
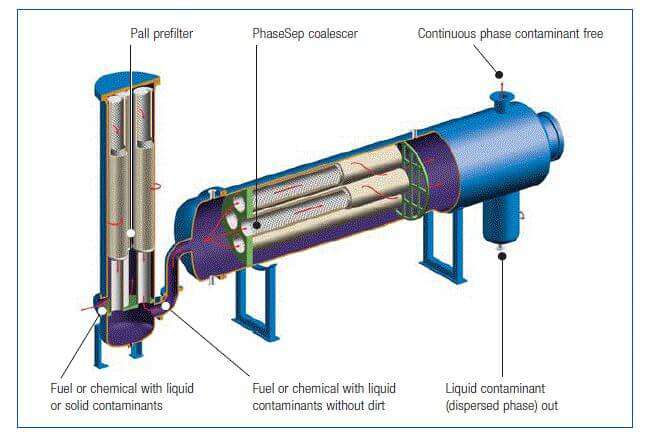
A Pall PhaseSep system is available in two different configurations. Both configurations begin with a filtration stage to remove solid contaminants.
Prefiltration
Due to the fine pore structure of the coalescer medium, Pall recommends that a prefilter be installed upstream of the coalescer assembly. Removal of solids performs the following important functions:
- Extends the life of the coalescer significantly.
- Reduces particulate concentration meeting fluid specifications.
- Decreases stability of the liquid/liquid emulsion, thereby making liquid/liquid separation easier.
Two different housing configurations are available for PhaseSep coalescers. Table 1 provides guidelines for selection.
Table 1: Coalescer Selection Guide
| Process Condition |
Recommended Product |
| Dispersed phase fluid is aqueous IFT > 3 dyne/cm |
PhaseSep coalescer/separator stack in a vertical housing |
| Dispersed phase fluid is aqueous IFT < 3 dyne/cm |
PhaseSep coalescer without separator in a horizontal housing |
| Both fluids are non-aqueous |
PhaseSep coalescer without separator |
| Dispersed phase fluid is oil, continuous phase fluid is aqueous |
PhaseSep coalescer in a horizontal housing without separator |
Benefits
- Improved Fluid Quality and Value: The superior liquid and particulate removal efficiency reduces incidents of off-spec product thereby saving reprocessing, downgrade, and transportation costs. In addition, carried-over liquid contaminants can cause costly corrosion problems in downstream equipment and can rapidly deactivate expensive catalysts in downstream processes.
- Low-Cost Liquid and Solids Removal: Due to the PhaseSep coalescer’s long life and superior liquid removal efficiency, the overall cost of contaminant removal is low even when compared to other less efficient methods like salt driers, electrostatic separators, and sand filters. Used in conjunction with these other removal techniques, the PhaseSep system will significantly reduce operating costs.
- High-Performance Stack Design Results in Smaller Assembly Size: The high-performance PhaseSep system stack design promotes even flow distribution permitting a high rate of flow. As a result, fewer separator cartridges are required and this results in a small economic assembly size.
- Lower Disposal and Maintenance Costs: The long useful life of the PhaseSep cartridges obtained from Pall’s specially formulated medium and prefilter results in fewer cartridge changeouts, reducing maintenance and changeout costs and cartridge disposal costs.
- Quick Recovery from Process Upsets: Pall’s vertical vessel/stack design is much more forgiving when it comes to changes in process conditions.
- Separation of Ultra-Low IFT Emulsions: PhaseSep coalescers have excellent coalescing properties, which can separate liquids that have ultra-low IFTs heretofore unable to be separated by conventional coalescers. With the combination of the PhaseSep coalescer and Pall’s specially designed horizontal housing, the PhaseSep system has separated liquid/liquid emulsions with an IFT greater than 0.5 dyne/cm. Conventional coalescers begin to rapidly lose separation efficiency when the IFT gets below 20 dyne/cm.
Features
- Unique Stack Design: Pall’s coalescer element is stacked on top of a separator element. This unique configuration optimizes the flow distribution from the coalescer to the separator, ensuring that each separator has an equal flow. In conventional two-stage systems, the separators are located at different distances from the coalescer, causing an unequal distribution of flow to the separator. These conventional two-stage systems require several coalescer elements for each separator. Pall’s stack design results in an overall smaller assembly size and a longer coalescer/separator life.
- Fluid Compatibility: Pall’s PhaseSep coalescer is available in several different materials to ensure compatibility with virtually any type of liquid/liquid mixture.
- Non-Disarming Medium: Pall’s non-disarming medium ensures the longest possible service life. Pall’s specially formulated medium contains no glass fiber and does not disarm in the presence of surfactants. Disarming occurs when surfactants (either natural or additives) “coat” the surface of the medium thereby reducing the coalescing properties of the medium and the separation efficiency.
Products in this datasheet may be covered by one or more patents, including EP 930,926; US 5,480,547; US 6,332,987.